profile grinder facility
Project Highlights
The Team
I served as project manager for a team of process enginers and contractors (HVAC, electricians, sprinkler installers, flooring company etc).
The Work
To satisfy demand, a new grinding facilty was needed to set up our new state of the art profile grinders (seven in all) that I had helped design. (See Profile grinder project.) The facilty also had to provide associated infrastructure.
The project involved acquiring a building in our industrial park and outfitting it to support a sophisticated grinding operation. A 6000 sq ft building in the industrial park was leased and the build-out began.
First Demolition

First I had to coordinate the rear section of the building interior being gutted to allow for the installation of the grinders.
New Facility Layout
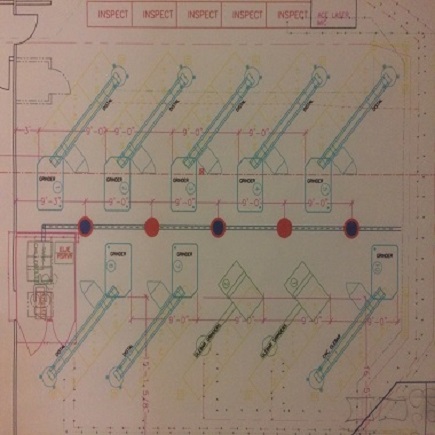
We had to use space efficiently to fit everything we needed in the space. After we played around with CAD floorplan layouts, a herringbone style offered the best utilization of floorspace.
The Rebuild

Once the basic building infrastructure (lights, power and compressed air) were in place, we progressed to the actual equipment build-out.
The most efficent stratergy was to assemble the profile grinders in place.
The profile grinders required additional infrastructure to support them. Specifically, the room needed to be temperature controlled to keep the grinders thermally stable. In order to achieve this, an HVAC system and ceiling ducting capable of maintaining +-3deg F was designed and installed.

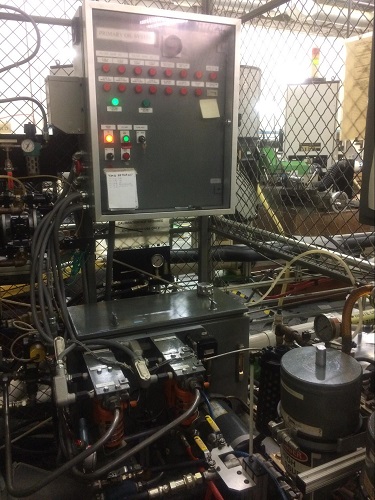
Each grinder also needed clean, chilled, pressurized coolant which was more efficient to supply from a centralized coolant system. This unit was co-designed by me along with an external vendor, ELJE Hydraulics, who custom built and helped install the system.
The dirty oil containing ground stainless and nickel titanium swarf, when used by each machine needed, to be collected and returned to the centralized Coopermatics filtration unit which I used based on my experience at Glebar.

To get the oil to and from the grinders involved designing and building a centralized oil supply and dirty return pipe between the two rows of machines. Each machine tapped into this shared drain line.
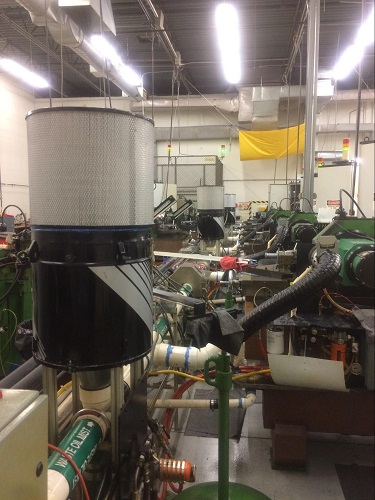
A centralized oil mist collection system was also required to keep the air in the room clear. When collecting oil mist, it's important to have large ducting to promote good air flow for suction (same anology as sucking air through a small or large straw).
The central mist collection line was built above the oil delivery and collection pipes to save floor space. Three centrifugal oil mist collectors were stationed at the beginning, middle, and end of the line to support all seven grinders.
The grinders needed compressed air, but air compressors create a large amount of heat which was a problem for the air controlled room. The solution was to build a room around the compressor area. We ended up with a bonus spare parts storage unit above it.


We also vented the excess heat to outside when necessary.
Success
This was one of the largest facility design layouts I have taken on to date. It was a great design challenge with a lot of pressure due to the killer timeline. Nontheless, it was very rewarding and a big career accomplishment.
What would I have done differently
To hit the build-out milestone dates meant that many decisions were based on vendor avaliabilty and not necessaarily on cheapest bid. This was frustrating to me. I updated management on this problem and was guided do my best to control costs; getting the building ready ASAP was more important (due to potentail lost sales). In the future, I would place more emphasis on setting up extra resources much earlier in the project to tackle this more cost effectively.